(1)垫铁安装 同心度找正
石油化工工程建设者
1、垫铁安装
压浆法安装垫铁
注意事项:
1、注意不同的垫铁形式选用,一般常规的为普通垫铁,因为各种标准上均写的是平垫斜垫,采用这种垫铁,更方便施工后验收。但同样也有调整麻烦、造价相对较高、不易成品保护等缺点。而且很多设备底座不适宜采用常规垫铁。所以实际操作中请灵活运用。
2、同心度找正
1)三表法
2)双表法
3)单表法找正
4)激光对中仪找正
注意事项:
1、按照随机文件找正曲线进行找正;
2、找正标准通常为圆周0.10mm,平面0.05mm;
3、通常二表法、三表法、激光对中仪;
(2)二次灌浆
二次灌浆:
1、清理干净基础表面;
2、支模;
3、灌浆条件确认;
4、浆料制备、灌浆;
5、养护
二次灌浆前基础清洗支模
合理分仓(按灌浆料要求,每个仓任意一边不要超过2米)
注意事项:1、二次灌浆应设置外模板,其高度应超过设备底座与灌浆层接触面10mm;宽度超过设备周边60mm。2、基础二次灌浆完成后应进行下列检查:
3、在地脚螺栓附件放置表分表;逐个松开底座上的调整螺栓,并拧紧地脚螺栓;百分表变化不得超过0.05;
4、地脚螺栓拧紧力矩应符合要求,并有防松措施;
5、地脚螺栓拧紧后,螺母与垫圈、垫圈与底座间的接触应严密,用锤击方法进行检查;
(3)设备拆检
注意事项:
机械设备一般为整体撬块到货,现场不进行解体检查,如一些部件因包装、运输的原因而拆下单独包装运输,到现场就须进行组装,应按随机技术文件要求进行,若需要解体检查和清洗,应按符合下列要求进行:
1)审阅机器的装配图,零部件图和说明书,了解机器拆卸解体和装配的技术要求;
2)机器拆卸解体,应按照技术文件规定的方法和步骤进行,并正确使用各种工具;
(4)无应力配管
注意事项:
1、选择远离机组连接口;
2、良好支撑组对后检查、对称焊接;
3、钳工配合检查;
a)检查两连接法兰之间的平行度,根据压缩机管口的大小来要求两连接法兰的平行度及同心度,压缩机工艺管线的连接法兰一般允许径向偏差△为0.50mm,张口允许偏差小于D/2000,且小于0.10mm。
b)在联轴器上监测的百分表允许变化值不应超过0.02mm,支腿上百分表的变化值不应超过0.05mm。
管线与机器连接完成后及机组管线弹性支架临时固定块拆除后,都应对机组的同轴度进行复测,如机组同轴度发生较大变化时,应找出原因并重新进行调整。
4、对无应力配管感兴趣的朋友,可以参考公众号之前发的文章。里边有详细的方法和注意事项,可以参考。
(5)机组油冲洗
冲洗顺序:
1、人工清理油箱、高位油箱;
2、管道化学清洗;
3、油站管道设备循环冲洗;
4、外部循环冲洗;
注意事项:
1、经确认油箱清理合格、油站系统管道及设备零部件齐全、连接正确后,将合格润滑油注入油箱,注入液位到油箱液位2/3处。润滑油牌号为N46透平油;利用油站上的回流线进行辅助油泵的单机试运;
2、油站内部管道油循环冲洗:把油站控制油出口用盲板封闭,用DN80金属软管从润滑油出口接入油箱,并装上200目过滤网,形成油站本体内部循环,进行冲洗,检查滤网,当滤网上无明显颗粒后进行外部循环冲洗。
3、压缩机组油路外循环:将所配置的润滑油管线化学清洗合格后,并按外油循环流程连接好,即在轴承箱处接跨线,让冲洗油不进轴承箱,只进行压缩机外部油管线循环,在回油总管加200目过滤网,定期检查滤网,当临时滤网上不存在焊渣、砂砾、铁锈等硬质杂物;每平方厘米面积上肉眼可见软性杂质不超过3点可进行内部循环;
4、压缩机组油路内循环:拆除临时管线,恢复正常油路,在每个进油口、及回油总管加200目过滤网,在压缩机密封腔内通上符合要求的隔离气,进行内部油循环,定期检查滤网,连续冲洗4h,在200目的临时滤网不存在焊渣、砂砾、铁锈等硬质杂物;每平方厘米面积上肉眼可见软性杂质不超过3点,允许有微量纤维质杂物存在; 连续运转20h,滤油器的前、后压差不超过0.015MPa时,油冲洗合格。
5、 为提高冲洗效果,缩短冲洗时间,除加大冲洗油量外,还应使油温冷、热交替变化,温度与时间关系如图所示,以8 小时为一个循环周期,期间低温约25℃。高温约75℃,油加热时一定要注意:油温不得超过80℃。冲洗过程中对管道,尤其是焊口部位,不时用木锤或铜锤敲击,以使杂质易于脱落。
油冲洗安全注意事项:
1、油冲洗区域进设置警戒线及标识、非相关人员不得进入、并配置必要的消防设施;
2、严禁在油冲洗区域进行动火作业,严禁非操作人员动用电气开关、阀门等;
3、油运区域要打扫干净,保持清洁,油布及废油应及时清理;
4、油运过程必须安排巡视检查,如发现问题,必须停机方可检查处理,不得在设备运行过程、系统带压中处理。
5、各工种严格按操作规程施工作业,并遵守公司及业主方及其它相关的质量安全规定。
(6)管道吹扫 单机试运 干气密封
|
序号
|
项目
|
质量标准
|
|
1
|
打靶次数
|
不宜少于三次
|
|
2
|
打靶持续时间
|
15分钟
|
|
3
|
靶板上痕迹大小
|
0.6mm以下
|
|
4
|
痕深
|
小于0.5mm
|
|
5
|
痕迹数量
|
1个/平方厘米
|
注意事项:
1、泵入口管道用空气吹扫及水水冲洗;
2、透平入口的主蒸汽管道应采用蒸汽进行吹扫。吹扫质量用装于排汽管的铝靶板检查,合格标准应符合规定要求,靶板表面应光洁;
3、压缩机管道用空气吹扫或人工清理。
注意事项:
1、设置试运安全区域,并用警示带围挡;
2、设备入口管道进行吹扫或冲洗干净;
3、进行试运条件确认后按试车方案逐步进行试运工作;
4、试运完成后进行必要的善后工作:排液、盘车、清理现场。
干气密封
注意事项:
干气密封的密封气、隔离气等进出口管道及压缩机密封腔必须彻底清理干净;
复核转子及腔体内所有尺寸,明确各“O”型圈落点,防短路;
确认压缩机旋向及密封旋向。
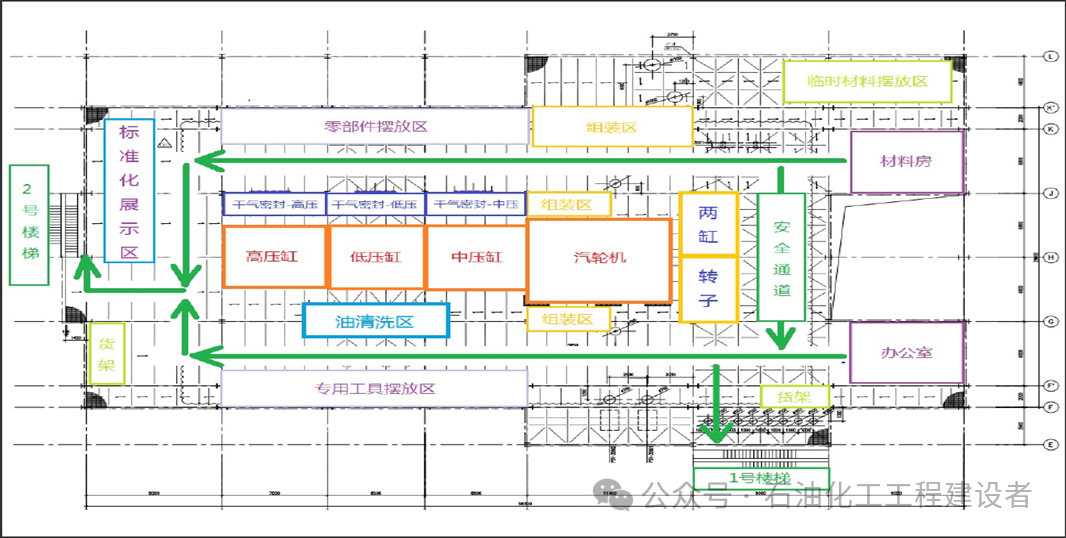
(7)布置
|